




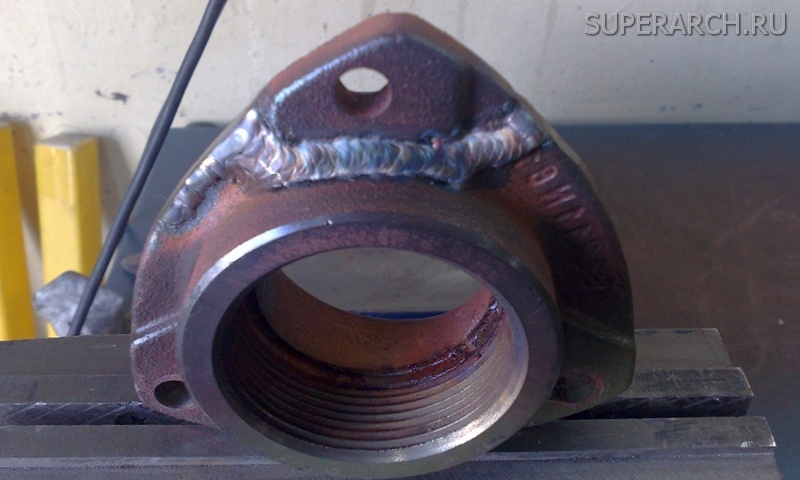
Сварка чугуна
Цены на ремонт и аренду могут меняться. Для уточнения актуальной цены, свяжитесь с нами по телефонам ниже, или закажите обратный звонок.

Трудности сварки чугуна обусловлены образованием трещин из-за включений графита; выгоранием углерода и образованием пор в шве; образованием тугоплавких окислов с температурой плавления выше, чем у чугуна; его высокая жидкотекучесть.
Чугун сваривается ручной дуговой сваркой плавящимися (ЦЧ-4) или неплавящимися (вольфрамовый, угольный, графитовый) электродами с подогревом или без него. Сварочные напряжения, возникающие в шве при охлаждении металла снимаются проковкой швов.
При горячей сварке металл предварительно подогревается до 500—700°С. Используются чугунные электроды со стержнями марок А и Б — ОМЧ-1 и УЗТМ-74. Электроды должны быть большого диаметра — от 8 до 16 мм.
Для повышения качества шва при сварке чугуна проводится подогрев детали и её медленное охлаждение после сварки.